產品 案例 關于


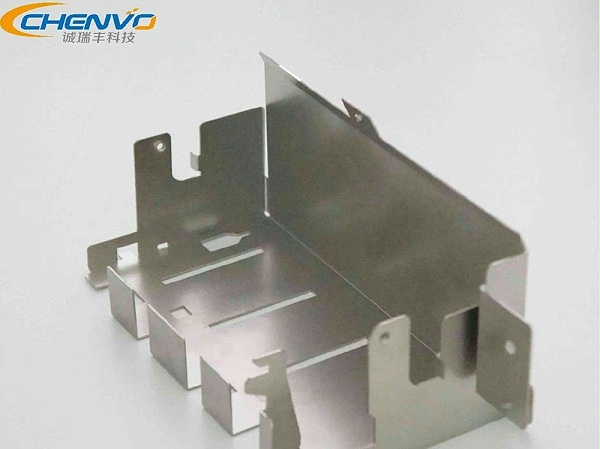
所示的冷軋板五金沖壓件是誠瑞豐公司為醫療打印機送紙模組而設計的一款精密架構部件。本文主要從多方面展示該部件的參數、工藝以及一些常見問題。誠瑞豐現著力醫療設備精密沖壓件及其金屬結構模塊的設計研發,現已取得48項可見成果。

價格:按圖紙報價
周期: 24小時



該部品具備以下特點:
(1)穩定性,
該部件經過了有效的表面處理后具備良好的防氧化性能,不易生銹和變形,保證了醫療打印機的長期穩定運作;
(2)嵌接性,經過工程師的精心設計和多次的樣品組裝試驗,最后才確定的結構,一是以便組裝,二則是保證了結構穩固;
(4) 迭代性,定制化量產,產品更新可以靈活應對,縮減了功能升級成本和時間;
(5)精密度,我司23年來專研精密金屬結構件的生產和成品研發,對產品精密度要求嚴格把控(控制誤差范圍≤0.1mm);
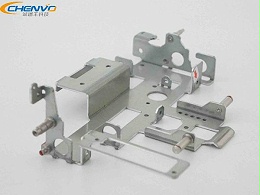
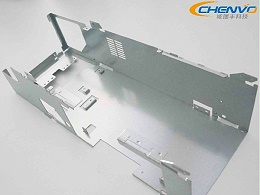
注:頁面底部更多產品詳細照片以展示冷軋板五金沖壓件的產品特點。
| 產品尺寸 | 225.2*97*84mm | 展開尺寸 |
380*305*1mm |
|---|---|---|---|
| 產品材料 |
SPCC |
材料厚度 |
1.0mm |
|
產品重量 |
327.2g |
模具類型 |
單沖模&復合模 |
| 表面處理 |
環保鍍鎳 |
加工難度 | 復雜 |
| 尺寸誤差 | ±0.1mm | 角度誤差 | ±0.3° |

|
序號
|
工序 |
沖床噸位 |
工藝說明及注意事項 |
|
1 |
復合下料 |
110T |
將產品產品的外形和雛形孔一次性沖壓出,同時可以保證產品的尺寸要求和保證產品毛刺高度要求; |
|
2 |
翻豬咀,沉孔 |
110T |
先將產品的特殊孔沖裁制成,避免因后續加工工序造成的產品加工面積遮擋 而無法沖孔(工程設計時需及時考慮); |
|
3 |
刻印 |
110T |
客戶要求,沖壓刻印圖文,板件放模要注意位置準確 ; |
|
4 |
搭牙 |
輔助工藝 |
在已有圓孔基礎上,按照要求攻牙, 直徑誤差控制在0.1mm范圍以內; |
|
5 |
L曲,刻印 |
110T |
第一次沖壓折彎,模具彎曲加工可以大幅度保證產品尺寸的要求和生產過程穩定性; |
|
6 |
L曲,押曲 |
110T |
第二次沖壓彎曲; |
|
7 |
L曲,U曲 |
110T |
第三次沖壓彎曲 ; |
|
8 |
V曲 |
110T |
最后一道沖壓折彎工序,沖壓成型 ;
|
|
9 |
表面處理 |
輔助工 藝
|
產品表面進行環保鍍鎳處理,鍍層厚度7~10um;
|
|
10 |
品檢 |
輔助工藝 |
全面檢查冷軋板五金沖壓件的尺寸 誤差及表面處理后的外觀要求是否及格; |
|
11 |
包裝 |
輔助工藝 |
包裝工程師設計專屬包裝方案,保證產品在后續運作過程中的品質合格,避免損耗; |
1. 造成產品表面凹凸的原因?
答:冷軋板沖壓件表面凹凸的原因是工件和模具表面存在相對移動時,模中的廢屑彈跳到沖件表面上,在上模塊的下一次擠壓中會連帶廢屑擠壓沖件表面,形成凹陷。因此每次沖裁,操作人員需注意產品表面并及時清理廢屑,注意規范操作!
深圳市誠瑞豐公司憑著多年的加工經驗以及公司人才的智慧積累,公司制定了規范化的產品操作指導書,正確指導加工人員的操作,有效避免了生產過程中因操作不當而形成的產品損耗。
2. 沖壓件生產造成毛刺的原因?
機器自動化運轉,過程中難免會有差錯發生,其中毛刺出現就有可能是沖裁間隙過大、刃口磨損過大、凹凸模接觸不良、原材料厚度不符合工藝要求等等。
適當的沖床噸位選擇和模具調試可以有效避免毛刺的產生。
3. 冷軋板五金沖壓件有哪些分類?
冷軋板沖件的應用行業十分廣泛,常見的有汽車金屬件、電子設備、金融終端部件、醫療機械部件等等。每一個分類對工藝特性的 要求不僅相同,比如汽車部件講究質量,安全第一;金融設備主打精密,尤其是出鈔口模塊,要精準出鈔;電子設備要求外觀亮麗、時尚等。